![Venev Gemini Series Curbed Diamond [6 "x ½"]](http://fr.gritomatic.com/cdn/shop/files/curved-metallic-bonded-diamond-for-edge-pro_490x@3x.progressive.jpg?v=1764726865)
Venev Gemini Series Curbed Diamond 6 "x ½"
SKU: GEM-M100-150
DISPONIBILITÉ: En stock (2 articles)
Free Shipping
on orders over $50
Returns in 14 Days
following delivery date
Military Discounts
active, retired, veterans
Curved Venev Bonded Diamonds are used for sharpening inwardly curved blades on Hapstone knife sharpeners. Diamond sharpening stones offer excellent performance in sharpening knives of any steel. The working surface is curved. Curved diamonds are designed to sharpen kukris, karambits, hawkbills, scythes and any type of recurved blades.
Curved Diamonds consist of a 2mm-thick diamond-bearing layer on a metal base. The diamond-bearing layer contains evenly distributed diamond grains with metal bonding. Metal bonding gives the sharpening diamond stone a long lifespan.
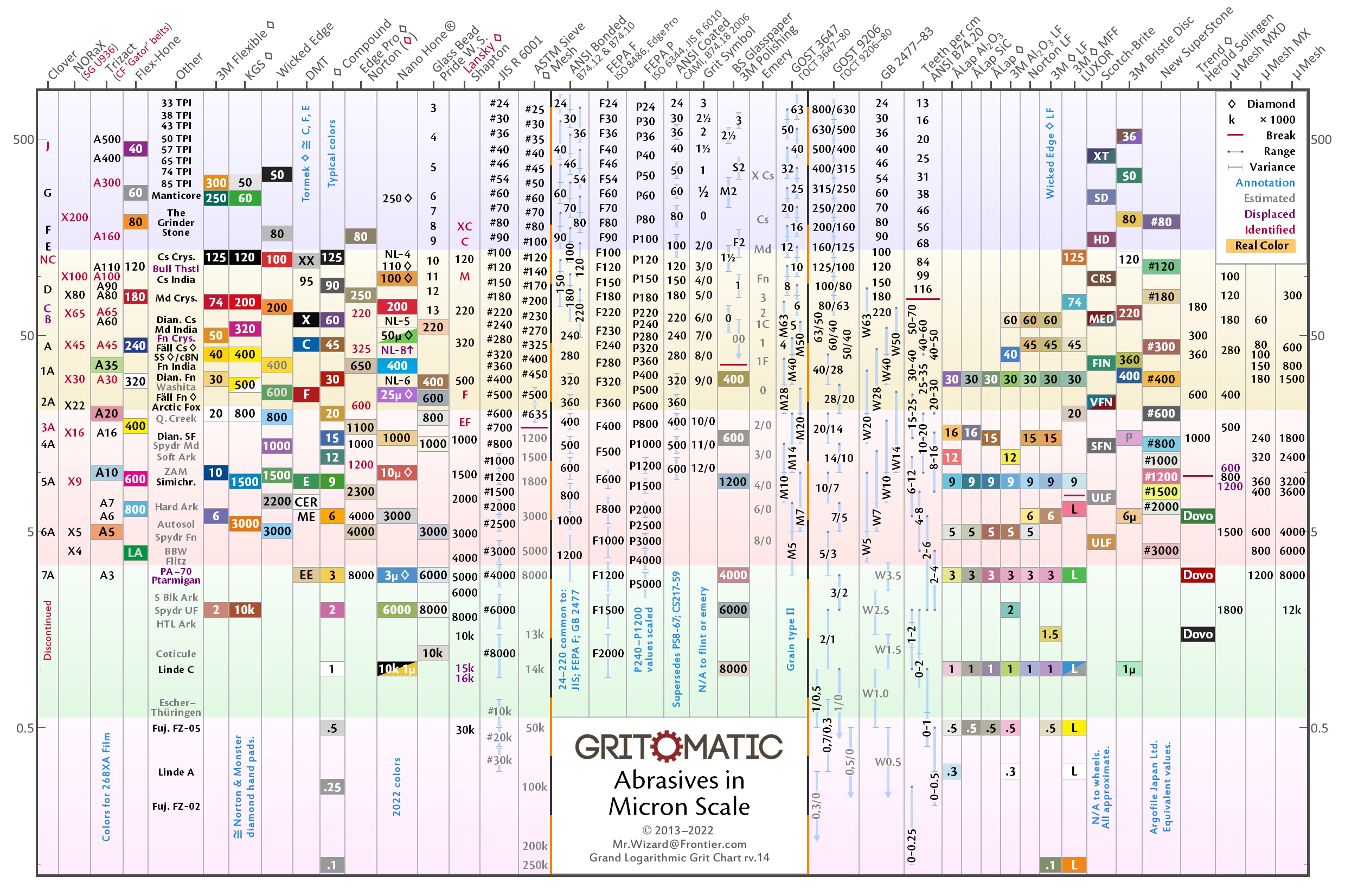
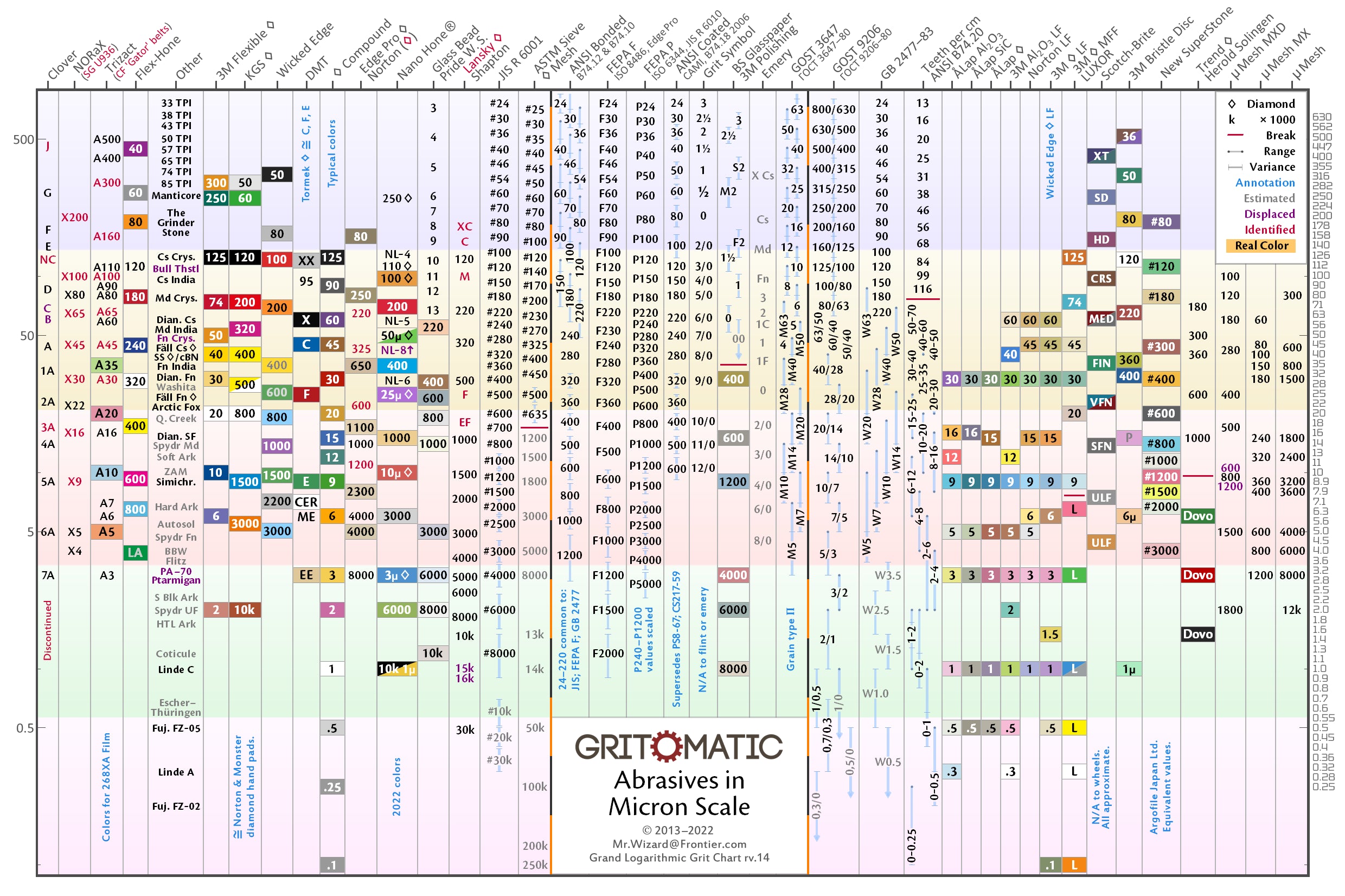
Venev Diamonds are available in a wide range of grit from F80 (200μm) to F1200 (3μm).
- Working surface: 150 x 12mm (6" x ½")
- Abrasive: Synthetic Diamonds with copper-tin alloy bonding
- Curvature: 50mm
- Geometry tolerance: up to 0.2mm
Venev Diamonds are recommended to be used with water as lubricant for the best feedback. The diamond does not absorb water. Splash water on the stone's surface. Dry usage is acceptable practice.
Venev Diamonds may have the geometry tolerance up to 0.2mm. Because diamonds are curved, extra lapping by a customer is not permitted. Gemini diamonds don't require any preparations.
Gemini diamonds may seem bald out-of-the-box. This is normal.
Gemini diamonds may become darker over time due to natural metal oxidizing. It does not affect the sharpening.
| Code | Diamond Series | CBN Series | Dimensions | Bond | Class |
|---|---|---|---|---|---|
| CBR | Cerberus | 100×17×10×2×2 | Resin | Dual‑sided Premium | |
| UMI | Ursa | 150×16×10×1×1 | Resin | Dual‑sided Standard | |
| CEN | Centaur | Centaur³ | 150×25×10×1×1 | Resin | Dual‑sided Standard |
| MON | Unicorn🚀 | Unicorn³🚀 | 150×25×14×3×3 | Resin | Dual‑sided Premium |
| CMA | Greater Dog | 98×40×10×1×1 | Resin | Dual‑sided Standard | |
| PHE | Phoenix | 200×83×10×1×1 | Resin | Dual‑sided Standard | |
| DRA | Dragon | 200×83×12×2×2 | Resin | Dual‑sided Premium | |
| CHA | Chameleon🚀 | Chameleon³🚀 | 150×25×6×3×3 | Metallic | Dual‑sided Solid |
| SCO | Scorpion | 100×25×8×2 | Resin | Single‑sided Mounted | |
| ORI | Orion | Orion³ | 150×25×6×3 | Resin | Single‑sided Mounted |
| SGR | Archer 𝘎𝘦𝘯𝟤⌛ | Archer³ | 150×25×3 | Metallic | Single‑sided Variative |
| GEM | Gemini 𝘎𝘦𝘯𝟤🚀 | 150×12×3 R40 | Metallic | Single‑sided Mounted | |
| SCL | Sculptor🚀 | 150×12×3 | Metallic | Single‑sided Mounted |
Resin Dual Premium Resin Dual Standard Resin Single Mounted 🚀 Released ⌛ Soon
Dimensions notation.
Monolayer solid abrasives have 3 numbers: length × width × thickness.
Single-sided abrasives with backing have 4 numbers: length × width × full thickness × thickness of abrasive.
Dual-sided abrasives have 5 numbers: length × width × full thickness × thickness of abrasive #1 × thickness of abrasive #2 (both sides)
If thickness is variable, the minimum thickness is noted.
For curved abrasives, a radius of curvature inmm is added: R40.
Metallic Binders (MMC)
- M2-01 - Copper-tin bronze alloy.
- MS-1 - Metal-matrix composite (MMC) - Copper-tin bronze alloy reinforced with silicon carbide.
- MB-1 - Metal-matrix composite (MMC) - Copper-tin bronze alloy reinforced with boron carbide.
- MS-1A - Metal-matrix composite (MMC) - Aluminum-copper alloy reinforced with silicon carbide.
Resin Binders
- B1-10 - Boron-modified phenolic resin (BPF) composite - Made of powdered bakelite, copper additive
- B2-01 - Boron-modified phenolic resin (BPF) composite - Made of liquid bakelite, iron additive (softer than В1-10)
- В2-01М - Boron-modified phenolic resin (BPF) composite - Made of liquid bakelite, copper additive (softer than В2-01)
- OSB (OCB) – A proprietary phenolic resin composite.
(OSB and OCB refer to the same binder; the difference arises from a transliteration quirk of the Cyrillic “ОСБ,” which can be rendered as either “OSB” or “OCB” in Latin script.)




Pressure control means applying only the minimum, steady force needed for the abrasive to begin cutting. With guided systems, you are holding the stone, guide rod, and stone holder in the air, so the total mass matters. A lighter setup improves tactile feedback and makes it easier to keep pressure consistent.
Why It Matters
- Edge integrity: Excess pressure can bend the apex and move contact away from the actual cutting edge.
- Cutting efficiency: Too much force causes metal deformation instead of clean cutting, reducing sharpness and polish.
- Abrasive wear: Overload accelerates uneven wear, grain chipping, and unwanted scratches.
- Geometry control: High force makes it harder to maintain angle accuracy, especially on thin bevels or low angles.
- Heat and fatigue: More pressure creates excess friction and heat, which can harm both the edge and the user’s consistency.
Best Practices
- Start light: Increase pressure only until you feel the abrasive begin to cut, then keep it steady.
- Reduce with finer grit: The finer the stone, the lighter the touch required.
- Maintain consistency: Equal pressure on both sides removes previous scratches and ensures even refinement.
- Use smooth strokes: Controlled, deliberate movements improve feedback and angle stability.
- Keep it lightweight: Choose light stones, guide rods, and holders for better control and less hand strain.
When Pressure Is Too High
- Loss of bite: The abrasive stops cutting effectively even as force increases.
- Edge rollover: The apex deforms or folds, forcing a return to a coarser grit.
- Random scratches: Damaged abrasive grains leave isolated, deep marks.
- Uneven stone wear: The surface loses flatness faster, reducing accuracy and finish quality.
Bottom line: Let the abrasive do the work. Light, steady pressure with a lightweight setup yields sharper edges, longer stone life, and more predictable results.
![Venev Orion Series Diamond [6 "x 1"]](http://fr.gritomatic.com/cdn/shop/files/venev-bonded-diamond-for-edge-pro_600x@3x.progressive.jpg?v=1764726752)
SKU: ORI-B100-80
DISPONIBILITÉ: En stock (27 articles)
TYPE DE PRODUIT: 6" Mounted Sharpening Stone
MARQUE: Venev Industrial Diamonds
Venev Orion Series Bonded Diamonds are used for sharpening knives on Hapstone, TSProf, and all Edge Pro compatible guided knife sharpeners. Diamond sharpening stones offer excellent performance in sharpening knives of any steel.Orion series consists of a 3 mm-thick diamond-bearing plate...
![Diamond à double côté de la série Venev Centaur [6 "x 1"]](http://fr.gritomatic.com/cdn/shop/files/6-x-1-dual-side-bonded-diamond_600x@3x.progressive.jpg?v=1764726757)
SKU: CEN-BOCB100-240.400
DISPONIBILITÉ: En stock (8 articles)
TYPE DE PRODUIT: 6" Dual Side Sharpening Stone
MARQUE: Venev Industrial Diamonds
Attention! The Centaur series now includes F1200 + F1500 grit combination.Venev Centaur Series Dual Side Diamonds are used for sharpening knives on Hapstone and TSProf guided knife sharpeners, as well as freehand sharpening. Diamond sharpening stones offer excellent performance in sharpening...
![Venev Dragon Series Double côté diamant [8 "x 3"]](http://fr.gritomatic.com/cdn/shop/files/8-x-3-venev-dragon-series-diamond_28yellow_29_600x@3x.progressive.jpg?v=1764726840)
SKU: DRA-B100-100.240
DISPONIBILITÉ: En stock (4 articles)
TYPE DE PRODUIT: Full Size Premium Dual Side Sharpening Stone
MARQUE: Venev Industrial Diamonds
Venev Dragon Series Dual Side Diamonds are used for freehand sharpening knives. Diamond sharpening stones offer excellent performance in sharpening knives of any steel.Dragon Series is premium level dual side diamonds with 2 mm-thick diamond-bearing layers glued to the aluminum...
![Venev Centaur³ Série Dual Side Resin CBN [6 "x 1"]](http://fr.gritomatic.com/cdn/shop/files/venev-centaur-series-dual-side-resin-cbn-6-x-1_600x@3x.progressive.jpg?v=1764726742)
SKU: CEN-CBN-80.150
DISPONIBILITÉ: En stock (7 articles)
TYPE DE PRODUIT: 6" Dual Side Sharpening Stone
MARQUE: Venev Industrial Diamonds
Venev Centaur³ Series Dual Side Resin CBN are used for sharpening knives on Hapstone, TSProf, and all Edge Pro compatible guided sharpening systems, as well as freehand sharpening. CBN (Cubic Boron Nitride) is the second-hardest material after diamond. CBN sharpening...
![Venev Gemini Series Gen.2 Curved Diamond [6" x ½"]](http://fr.gritomatic.com/cdn/shop/files/Gemini_20-_20Front_600x@3x.progressive.jpg?v=1764726653)
SKU: GEM-MS1-150
DISPONIBILITÉ: En stock (2 articles)
TYPE DE PRODUIT: 6" Mounted Sharpening Stone
MARQUE: Venev Industrial Diamonds
Venev Gemini Series Curved Diamonds are designed for sharpening inwardly curved blades in sharpening systems such as Hapstone and TSProf. Diamond sharpening stones deliver excellent performance on knives made of any steel. Gemini Series Generation 2 is updated curved diamonds...